

常见加工方法:高速磨削、缓进给深磨削、恒压力磨削、宽砂轮与多砂轮磨削
1.高速磨削
普通磨削砂轮线速度通常在30~35m/s以内。当砂轮线速度提高到45m/s以上时称为高速磨削。生产率可提高30%~40%,砂轮耐用度提高0.7~1倍,工件表面粗糙度Ra值可稳定达到0.8~0.4 μm。
2.缓进给深磨削
缓进给深磨削的深度为普通磨削的100~1000倍,可达3~30mm,是一种强力磨削方法。大多经一次行程磨削完毕。
优点:生产率高,砂轮磨损小,磨削质量好。缺点:设备费用高。

3.恒力磨削

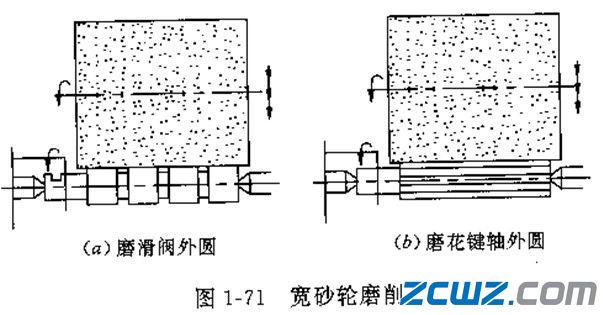
4.宽砂轮与多砂轮磨削
宽砂轮磨削是用增大磨削宽度来提高磨削效率的。普通外圆磨削的砂轮宽度为50mm左右,而宽砂轮外圆磨削砂轮的宽度可达300mm,平面磨削可达400mm,无心磨削可达1000mm。宽砂轮外圆磨削采用横磨法,主要用于大批量生产中,如磨削花键轴、电机轴等。尺寸公差等级可达IT6,Ra值可达0.4 μm。
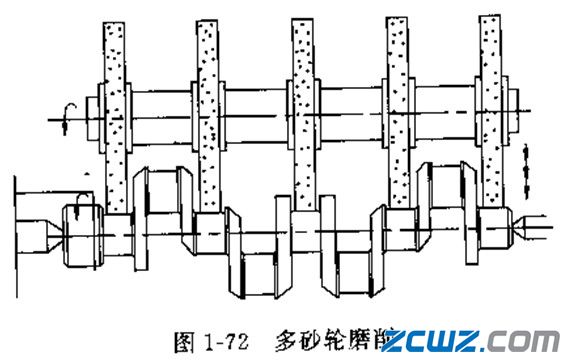
多砂轮磨削是宽砂轮磨削的另一种形式。主要用于大批量生产中外圆和平面的磨削。近年来,内圆磨床也开始采用这种方法,用来磨削零件上的同轴孔系。

网友点评