

在世界范围内多采用连铸浇注方式,轴承钢的连铸工艺技术一般应包括:
1)以控制钢液较低过热度为主要目的的中间罐加热技术,使连铸轴承钢浇注的过热度有可能控制在5~10℃的范围内,目前中间罐等离子加热技术已在日、美、意德、法等国的钢厂得到工业大规模应用。
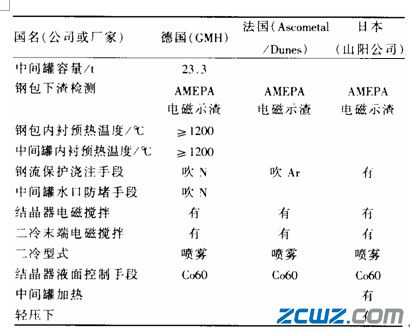
2)下渣检测、留钢操作。德国GMH、法国Ascomeral钢包、中间罐内都有一定的留钢,在钢包底部安装AMEPA装置,检测钢包的下渣量。
3)全程无氧化保护浇注。德国GMH厂对保护浇注的吹N流量实行了控制,并采用中间罐水口吹N技术,防止水口堵塞;法国Ascomeral在钢包和中间罐之间,采用耐材保护套管,中间罐和结晶器间惰性气氛中的O2≤0.2%。
4)结晶器液面自动控制,法国Ascomeral浇注时对结晶器液位严密监控,并在浇注后检验水口和塞捧的侵蚀程度。
5)结晶器小振幅高频率。
6)结晶器和二冷末段电磁搅拌,为了获得大而十分均匀的中心等轴晶区,几乎所有连铸轴承钢生产厂家均采用两种电磁搅拌装置,从而获得结构均匀、无中心疏松的结晶组织。
7)以控制连铸坯凝固末端的凝固过程为主要目的的轻压下技术,使连铸轴承钢坯的中心偏析程度得到在线控制,从而为解决连铸轴承钢的中心碳偏析提供了有效途径。
表1 连铸轴承钢生产典型厂家的装备特点

网友点评