

模具钢的热处理工艺是指模具钢在加热、冷却过程中,根据组织转变规律制定的具体热处理加热、保温和冷却的工艺参数。根据加热、冷却方式及获得组织和性能的不同,热处理工艺可分为常规热处理、表面热处理(表面淬火和化学热处理等)等。
根据热处理在零件生产工艺流程中的位置和作用,热处理又可分为预备热处理和最终热处理。模具钢的常规热处理主要包括退火、正火、淬火和回火。由于真空热处理技术具有防止加热氧化、不脱碳、真空除气、变形小及硬度均匀等特点,近年来得到广泛的推广应用。
1.退火工艺
退火一般是指将模具钢加热到临界温度以上,保温一定时间,然后使其缓冷至室温,获得接近于平衡状态组织的热处理工艺。其组织为铁素体基体上分布着碳化物。目的是消除钢中的应力,降低模具材料的硬度,使材料成分均匀,改善组织,为后续工序(机加工、冷加工成形、最终热处理等)做准备。
退火工艺根据加热温度不同可分为:
1)完全退火 将模具钢加热到临界温度Ac3以上20~30℃,保温足够的时间,使其组织完全奥氏体化,然后缓慢冷却,以获得接近平衡状态组织的热处理工艺。其目的是为了降低硬度、均匀组织、消除内应力和热加工缺陷、改善切削加工性能和冷塑性变形性能,为后续热处理或冷加工做准备。
2)不完全退火 将钢加热到Ac1~Ac3(亚共析钢)或Ac1~Accm(过共析钢)之间,保温一定时间后缓慢冷却,以获得接近于平衡组织的热处理工艺。不完全退火用于过共析钢和合金钢制作的模具。
3)等温退火 将钢加热到临界温度以上,保温足够的时间,使其组织完全奥氏体化,然后在低于Ac1温度以下的适当温度进行保温,使奥氏体在此温度下进行等温转变,完成组织转变,然后从炉中取出空冷。等温退火的特点是可以缩短退火时间,最适合用于合金工具钢、高合金工具钢模具,有利于获得更为均匀的组织和性能。
(4)球化退火 是使钢中的碳化物球化,获得球状珠光体的一种热处理工艺,它实际上是不完全退火的一种。球化退火主要应用于共析钢、过共析钢和合金工具钢。其目的是为了降低硬度、改善切削加工性能,以及获得均匀的组织,改善热处理工艺性能,为以后的淬火作组织准备。图9.1.1为三种常用的球化退火工艺。
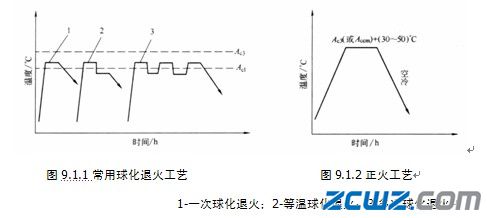
2.正火工艺
正火工艺是将钢加热到Ac3(对于亚共析钢)或Accm(对于过共析钢)以上适当的温度,保温一定时间,使之完全奥氏体化,然后在空气中冷却,得到珠光体类型组织的热处理工艺。
正火与完全退火相比,两者的加热温度基本相同,但正火的冷却速度较快,转变温度较低。冷却方式通常是将工件从炉中取出,放在空气中自然冷却,对于大件也可采用鼓风或喷雾等方法冷却。因此,对于亚共析钢来说,相同钢正火后组织中析出的铁素体数量较少,珠光体数量较多,且珠光体的片间距较小,对于过共析钢来说,正火可以抑制先共析网状渗碳体的析出。钢的强度、硬度和韧性也比较高。正火工艺规范如图9.1.2所示。
3.淬火与回火
淬火和回火是模具钢或模具零件强化的主要手段。
将钢加热到临界点Ac1或Ac3以上一定温度,保温一定时间,然后以大于临界淬火速度的速度进行冷却,使过冷奥氏体转变为马氏体或贝氏体组织的热处理工艺称为淬火。回火是淬火工艺的后续工序,是将淬火后的钢加热到Ac1以下某一温度(根据回火后的组织和性能要求而定),充分保温后,以适当的速度进行冷却的热处理工艺。淬火工艺的关键是要控制加热速度、淬火温度、保温时间以及冷却速度。
(1) 淬火温度的确定
淬火加热温度的选择应以得到均匀细小的奥氏体晶粒为原则,以便淬火后获得细小的马氏体组织。淬火加热温度主要根据钢的临界点来确定。表9.1.1 为常用模具钢的相变点及淬火加热温度。另外,淬火温度还应考虑模具的形状尺寸、原始组织等因素。

(2)淬火时间的确定
淬火加热时间通常将工件升温和保温所需的时间计算在一起,而统称为加热时间。影响加热时间的因素很多,如加热介质、钢的成分、炉温、工件的形状及尺寸、装炉方式及装炉量等。淬火加热时间参见有关热处理手册。
(3)淬火介质
为了使钢获得马氏体组织,淬火时冷却速度必须大于临界冷却速度。但是。冷却速度过大又会使工件内应力增加。产生变形或开裂。
工件淬火冷却时要使其得到合理的淬火冷却速度,必须选择适当的淬火介质。淬火介质种类很多,常用的淬火介质有水、NaCl(5%~10%)水溶液、NaOH (10%一50%)水溶液以及各种矿物油等。模具淬火可以在水、油或空气中进行。
(4)回火
回火是紧接淬火的一道热处理工艺,大多数淬火模具钢都要进行回火。目的是稳定组织,减小或消除淬火应力,提高钢的塑性和韧性,获得强度、硬度和塑性、韧性的适当配合,以满足不同模具的性能要求。
决定模具回火后的组织和性能最重要的因素是回火温度。回火可分为低温、中温和高温回火。
1)低温回火 钢大部分是淬火高碳钢和淬火高合金钢。经低温回火后得到回火马氏体,具有很高的强度、硬度和耐磨性,同时显著降低了钢的淬火应力和脆性。冷冲压、冷镦、冷挤压模具,需要相当高的硬度和耐磨性,常采用低温回火。
2)中温回火 中温回火后模具的内应力基本消除,具有高的弹性极限、较高的强度和硬度、良好的塑性和韧性。中温回火主要用于热锻模具。
3)高温回火 压铸模和橡胶模要求较高的强度和韧性,常采用高温回火,回火时间一般不少于1h。
4.真空热处理
在热处理时,被处理模具零件表面发生氧化、脱碳和增碳等效应,都会给模具使用寿命带来严重的影响。为了防止氧化、脱碳和增碳。利用真空作为理想的加热介质,制成真空热处理炉。零件在真空炉中加热后,将中性气体通入炉内的冷却室,在炉内利用气体进行淬火的为气冷真空处理炉,利用油进行淬火的为油冷真空处理炉。
近年来,真空热处理技术在我国发展较为迅速。它特别适合用于模具的热处理工艺。模具钢经过真空热处理后具有良好的表面状态,其表面不氧化、不脱碳,淬火变形小。而与大气下的淬火工艺相比,真空淬火后,模具表面硬度比较均匀,而且还略高一点。真空加热时,模具钢表面呈活性状态,不脱碳,不产生阻碍冷却的氧化膜。真空淬火后,钢的断裂韧度有所提高,模具寿命比常规工艺提高40%~400%,甚至更高。模具真空淬火技术在我国已得到较广泛的应用。
(1)真空热处理的特点
1)因为在真空中加热和冷却,氧的分压很低,零件表面氧化作用得到抑制,从而可得到光亮的处理表面。
2)在大气中熔炼的金属和合金,由于吸气而使韧性下降,强度降低,在真空热处理时,可使吸收的气体释放,从而增加了强度和韧性,提高了模具的使用寿命。
3)真空热处理淬火变形小。如W6Mo5Cr4V2钢凸模真空热处理后,在氮气中冷却,变形实测结果表明,只要留
4)由于在密封条件下处理,有无公害和保护环境等优点。
5)真空中的传热只是发热体的辐射,并非以对流、传导来传热、因此零件背面部分的加热有时会不均匀。
(2)真空热处理设备
真空热处理技术的关键是采用合适的设备(真空退火炉、真空淬火炉、真空回火炉)。真空加热最早采用真空辐射加热,后来逐步发展为真空辐射加热、负压载气加热、低温阶段正压对流加热等。
1)真空退火炉 真空退火炉的真空度为10-2~10-3Pa,温度的升降应能自动控制。热处理工艺与非真空炉退火工艺基本相同。
2)真空淬火炉 真空淬火分为油淬和气淬。油淬时,零件表面出现白亮层,其组织为大量的残余奥氏体,不能用
3)真空回火炉 对于热处理后不再进行机械加工的模具工作面,淬火后尽可能采用真空回火,特别是真空淬火的工件(模具),它可以提高与表面质量相关的力学性能,如疲劳性能、表面光亮度、耐腐蚀性等。

网友点评