

(1)机床:普通磨床
(2)加工范围:外圆、内圆、锥面、平面
(3)按照砂轮粒度号和切削用量的不同,普通磨削可分为粗磨和精磨。粗磨的尺寸公差等级为IT8~IT7,表面粗糙度Ra值为0.8~0.4μm;精磨的尺寸公差等级为IT6~IT5,表面粗糙度Ra值为0.4~0.2μm。
1.磨外圆
(1)机床:普通外圆磨床、万能外圆磨床
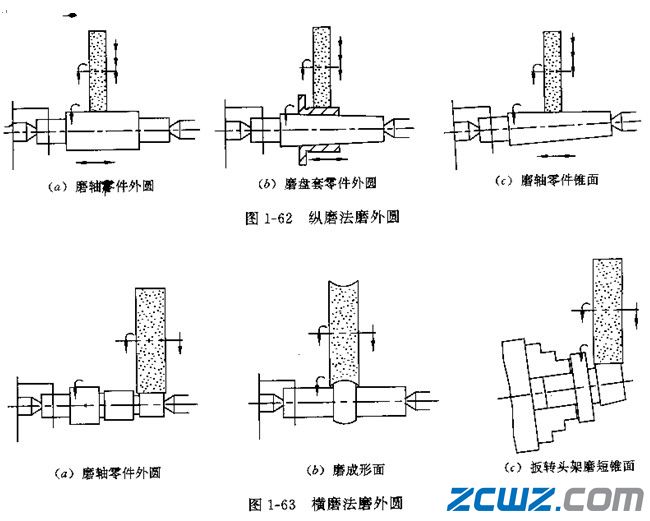
(2)磨削方法:纵磨法和横磨法
纵磨法:加工精度高,Ra值较小,生产率低,广泛用于各种类型的 生产中;
横磨法:加工精度低,Ra值较大,生产率高,只适用于大批量生产中磨削刚度较好、精度较低、长度较短的轴类零件上的外圆表面和成形面。
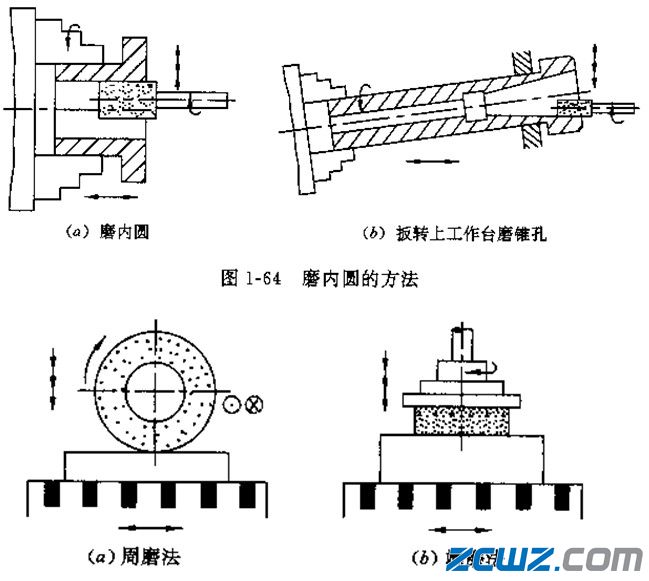
2.磨内圆(包括内锥面)
(1)机床:内圆磨床、万能外圆磨床
(2)特点:
①由于磨内圆砂轮受孔径限制,切削速度难以达到磨外圆的速度;
②砂轮轴直径小,悬伸长,刚度差,易弯曲变形和振动,且只能采用较小的背吃刀量;
③砂轮与工件成内切圆接触,接触面积大,磨削热多,散热条件差,表面易烧伤;
④磨内圆比磨外圆生产率低,加工精度和表面质量难以控制。

网友点评