

M
1.外圆磨削砂轮的传动链
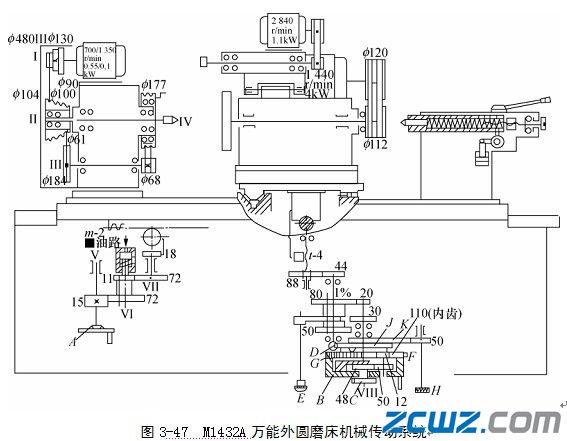
砂轮架主轴的运动是由砂轮架电动机(1440r/min,4kW)经4根V带直接传动的,砂轮主轴的转速达到1670r/min的高转速。
2.工件头架拨盘(带动工件)的传动链
工件头架拨盘的运动是由双速电动机(700/1 350r/min,0.55/0.1kW)驱动,经V带塔轮及两级V带传动,使头架的拨盘或卡盘带动工件,实现圆周运动。
3.内圆磨具的传动链
内圆磨削砂轮主轴由内圆砂轮电动机(2840r/min,1.1kW)经平带直接传动。更换平带轮可使内圆砂轮主轴得到两种转速(10 000r/min和15 000r/min)。
内圆磨具装在支架上,为了保证工作安全,内圆砂轮电动机的启动与内圆磨具支架的位置有互锁作用。只有当支架翻到工作位置时,电动机才能启动。这时,砂轮架快速进退手柄在原位上自动锁住,不能快速移动。
4.工作台的手动驱动传动链
调整机床及磨削阶梯轴的台阶时,工作台还可由手轮A驱动,如图3-47所示。为了避免工作台纵向运动时带动手轮A快速转动碰伤操作者,采用了互锁油缸。轴Ⅵ的互锁油缸和液压系统相通,工作台运动时压力油推动轴Ⅵ上的双联齿轮移动,使齿轮z18与z72脱开。因此,液压驱动工作台纵向运动时手轮A并不转动。当工作台不用液压传动时,互锁油缸上腔通油池,在油缸内的弹簧作用下,使齿轮副18/72重新啮合传动,转动手轮A,经过齿轮副15/72和18/72及齿轮齿条副,便可实现工作台手动纵向直线移动。
5.滑鞍及砂轮架的横向进给运动传动链
横向进给运动,可摇动手轮B来实现,如图3-47所示,也可由进给液压缸的柱塞驱动,实现周期的自动进给。横向手动进给分粗进给和精进给,粗进给时,将手柄E正向前推,转动手轮B经齿轮副50/50和44/88、丝杠使砂轮架作横向粗进给运动,手轮B转1周,砂轮架横向移动

网友点评